Boss is still having a hard time understanding the effect we want, so we sent a video of the old acid warp dos thing, and some other plasma animations.
Then I had a look for and acid warp port that might work on the LCD. That came up short, but here is DOOM for rp2040
Evidently boss has samples of new PVC-based additives specifically for LED diffusion.
He really wants us to consider making the top 2-3mm thicker. I am in principal against this because the LCD will look like it’s in a hole in the ground. We’ll try a 3D print though, maybe I’m wrong.
I was hoping for a few small tweaks to the appearance, and a professionalization of the construction. It seems we’re going on a whole journey instead. This is much better than the previous factory with the broken cases and shouty boss.
Edit: we’re discussing adding lens/diffuser shapes into the under side of the case. It seems like the tooling with be a basic cavity, and then we’ll test a bunch of different styles using temporary inserts.
Thesecin particular have remained serviceable for years without breaking. Some are more, one-time-use.
I’m sure there is a cost factor that would make those design prohibitive. In the context of it not having been designed in r1. Dies are cut and it’s too late to turn back now.
Received an initial drawing and a quote. So far it’s exactly what I designed with the basic tweaks. I have not seen the plan for the inside, which is probably more important.
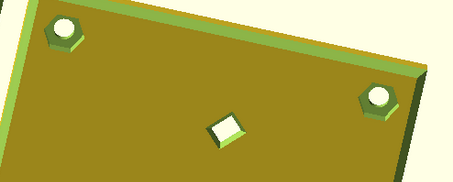
There is some discussion of using normal M3 nuts in the bottom, but we need to have a meeting about it. Also a friction lock, but I’m totally against that.
What do you think about using normal nuts in a cavity on the bottom, instead of the insert nuts buried inside? I made a version like this previously. Here’s various pros:
Totally automated injection molding. Faster and cheaper than insert nuts.
The factory really doesn’t want to do insert nuts because it’s a hassle. I don’t disagree based on our previous experience.
Bing manages final assembly and he thinks it was easier to assemble this type instead of the insert nuts. However, that is based on the really poorly done insert nuts.
The insert nuts are prone to pull out if the bolt is tightened too much with production line tools
I’m a bit confused why they quoted PP when we’ve been discussing all these LED specialty materials. Something else for the meeting.
Two pieces (top, bottom) go in a single tooling. Tooling steel is S136H and weights 164 pounds (half kilos). There’s some info about injection and cooling methods.
It takes 26 days to do the tooling (this is twice his original estimate). 50% payment up front, 30% at testing, and 20% after test moldings.
Overall a much better experience than the previous factory.
I’m not a fan of the nuts, for the reason listed (fall out annoyance). I agree it looks less professional, but the look would be mitigated with rubber feet. And the rubber feet could also reduce nut loss.
How would the rubber feet be fixed if you use standard nuts?
The rubber feet I’m familiar with either are long and go in deep or there is some retaining band feature around them that they lock into. I’m not sure if that will work well together with regular nuts.
You are right. My experience with the rubber feet has been the same. Still, I can imagine something like this:
| foot |
|__ __|
| nut |
| nut |
Regardless, I don’t need to know how it could work, just expressing why I dislike the free nuts concept, and what would mitigate my dislike. Maybe there is no existing solution, but… . maybe someone did solve it in another way? E.g., Maybe the nuts themselves are the rubber feet, which solves both the lost nut and the look issue?
As examples only, either of the above would result in a clean look, and reduce the typical list nut issue.
With standard nuts, the feet would just be a sticker that goes on top. Building a cavity that is larger at the top like the example @BusPirateV5 posted would require a mechanical thing in the mold that retracts to release. It is probably a bit advanced for our style of tooling.
We had a meeting with the boss this morning, a quick summary from my notes:
He recommends PP plastic. He says it might look a bit cheaper than ABS, but it’s the right plastic for our design
All the fancy scatter light powders, etc can be used with PP as well
They can add raised rings to aid silicone foot placement on the bottom, no problem, we are choosing feet samples now. Those are added during final assembly, not by the injection molding factory
Using the insert nut is 50% more expensive per unit. However, the price is almost the same as the previous horrible factory so it is on budget
We can do as many color samples as we want, but it’s going to cost about $100 bucks each time to load the tooling and run the samples.
I’m going to pay the deposit today, and hope we get some interior drawings yet this week.
One design proposal that I would like to suggest, is that the hole for the boot button be replaced with a flexing piece of plastic to actuate the switch while plugging it in. The hole has worked well for trying to put in an Allen wrench. However, it is a bit clumsy when trying to hold pressure on the Allen wrench and plug the unit it at the same time.
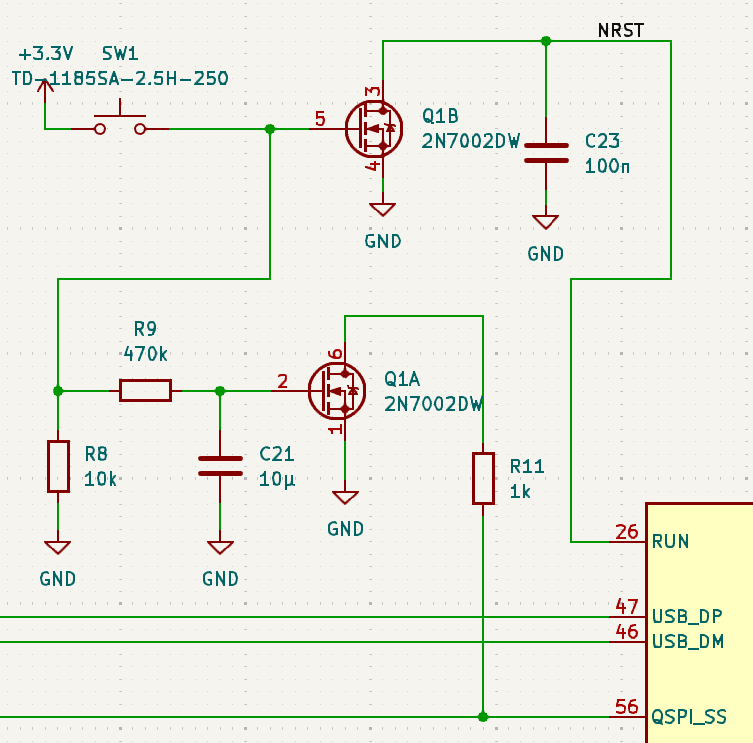
This gives you a combined reset and bootloader button. Press the button less than 4 seconds and it is a regular reset. Press it longer than about 4 seconds and you get a reset + bootloader. So you wouldn’t have to re-plug the BP at all to go into bootloader, but just hold the button. Much easier to do with one hand.
I prefer that mode of operation and have implemented in most of my circuits. For my STM32 projects I use the Boot0 pin, in this snippet it is the variant for the RP2040 with pulling low the QSPI_SS for entering the bootloader.
For the bumps, are they talking about the bumps / roughness being on the inside of the case (physically next to the pixels)? If so (and it’s actually helpful), whatever works best, as it will externally look substantially the same.
However, if they’re suggesting bumps on the top surface… well… maybe I just need help envisioning how that would look great. Also, for me, I wonder if the bumps would just add places for dust and dirt to collect (and be harder to wipe clean).
Yes, one 2N7002DW in SOT-363, a 10µ cap in 0402 (I use CL05A106MQ5NUNC) and 3 resistors.
The exact timing depends a bit on the manufacturer/model of the 2N7002DW. I use the one from Diodes, but there are dozens of cheap manufacturers also offering it. You can tweak the 470k resistor a bit to adjust if you want, but I think in this application it doesn’t need to be that precise.
Great reset/bootloader circuit. It seems like a really nice update.
We will raise this point and see if we can find something that works. PP is quite soft, so there may be a concern about losing shape over time. I’ll ask the expert though
Evidently both? Originally it was a treatment to the inside, but this morning he suggested both. @jin said no, but I said I was open to seeing a drawing/example of what he means and will share it here for discussion.
He also wants us to consider a sliding fastener with friction lock. I’m really hesitant about the friction lock here because it screams limited life and fussy parts.
If you’re wanting to project high-quality image of the case, just say “no” to friction locks. I’ve never had good long-term results, and I’m silently disappointed when I see them used.
And if his next recommendation is to solder-weld the thing permanently shut, just … run away screaming.
Altjough not the right fit for mass production, I’ll order the rubber inserts and print enclosures if someone designs one optimized for fdm printing similiar to the photo I previously posted. This is still my end goal for my daily drivers.