Bus Pirate 5 has 16 RGB LEDs (and just one button!) and is intended to go in a transparent/translucent case. I printed the initial cases in PETG with a Prussa Mini, and last week we send the final version off to Dirty PCB’s SLA supplier.
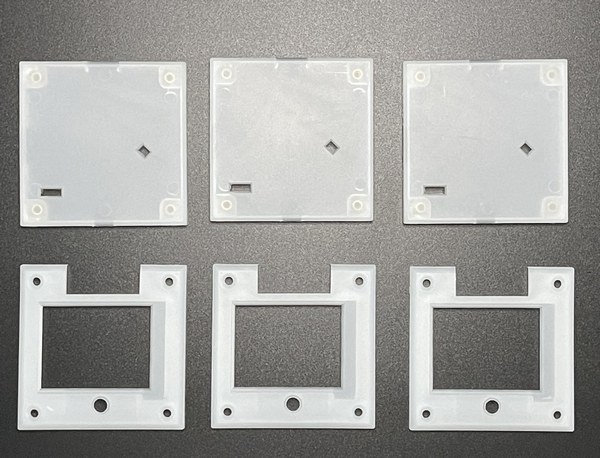
The fit wasn’t quite right, about 0.2mm gap where the shell meets. We made three modifications to test: +0.2mm PCB spacing, +0.2mm LCD spacing, and one with both. Using a bare PCB in the enclosure pretty much confirmed there is a small PCB spacing issue. These prints went out Thursday, we would have tested on Friday but deliveries were canceled because of the typhoon.
After confirming the fit, and honestly I’m happy as it exists now, we’ll open up tooling with the mold manufacturer. It’ll probably take at least a month until we have samples. We’re having the mold made for PP material, and we can choose a tint for the translucent effect (smokey grey maybe?).
I don’t know if something went wrong with my SCAD script, or the SLA, or what, but V11/12/13 all seem to have been a step backwards from V10 in various ways. Looks like V10 is the winner, we’ll start the mold today.
I used openscad to make the case model because I really like adjusting the parameters and rebuilding the model as needed. Clicking around in a CAD UI to make fraction of a mm changes really frustrates me.
However, the step file I exported from openscad via freecad doesn’t work for the tooling people. I used fusion360 to rework the mesh and convert to a solid, but that still wasn’t working. Nobody really told me why or what they need, communication has been lacking throughout this experience.
The upshot is that we hired a designer to redo the model in solid works. I’m pretty frustrated that I don’t know why my step file was unacceptable, but I’m begrudgingly accepting that this is the right work flow. I can do my little designs in my bespoke app of choice, and then hire a professional to make the tooling version. To be fair I half expected the tooling people would do the design in their own software anyways, but the way it all went down was chaotic, confusing and wasted half a day for three people.
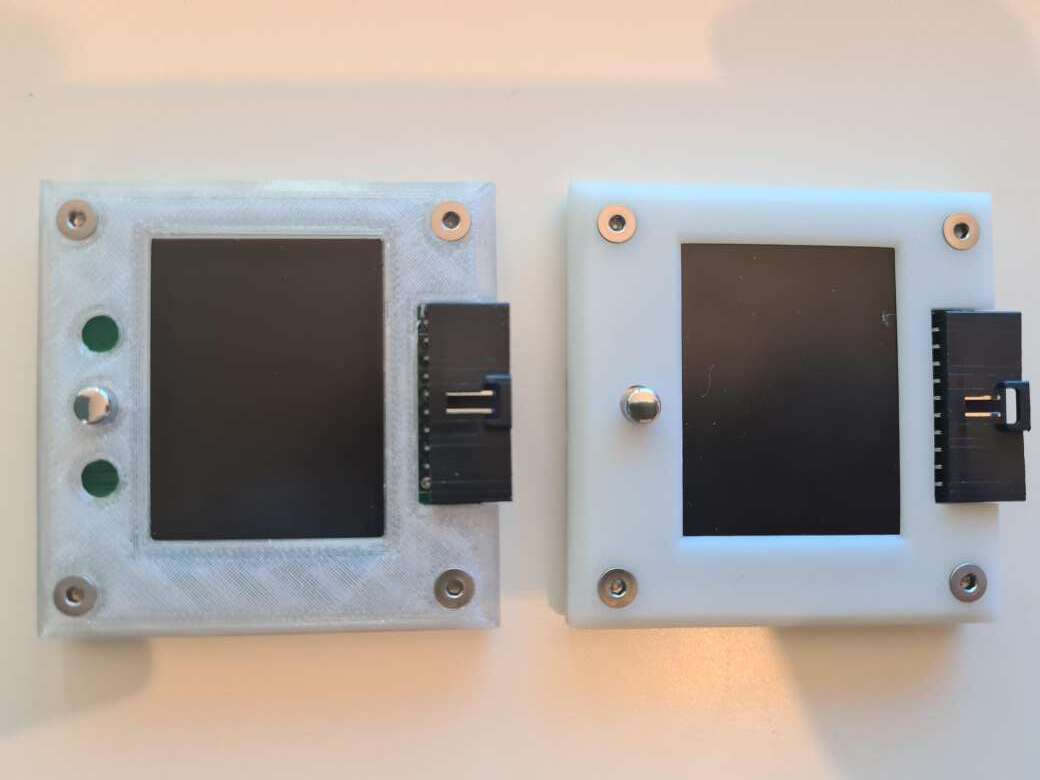
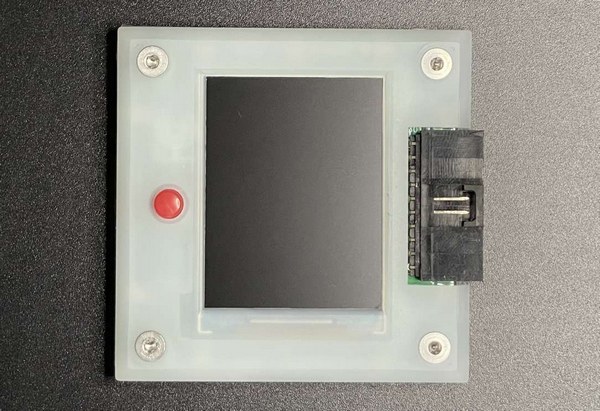
The left is polypropylene, the material used in milk caps. It’s really cheap and really clear. The sample color doesn’t diffuse the LED light much, but it’s grown on me as I’ve used it.
The right is polycarbonate, a much harder and more expensive material (twice as much as PP). The sample color is a little too opaque though. There are ‘hot spots’ over the LEDs, and dark spots where the light doesn’t carry as well. I think we’ll ask for another sample in PC that is slightly less opaque.
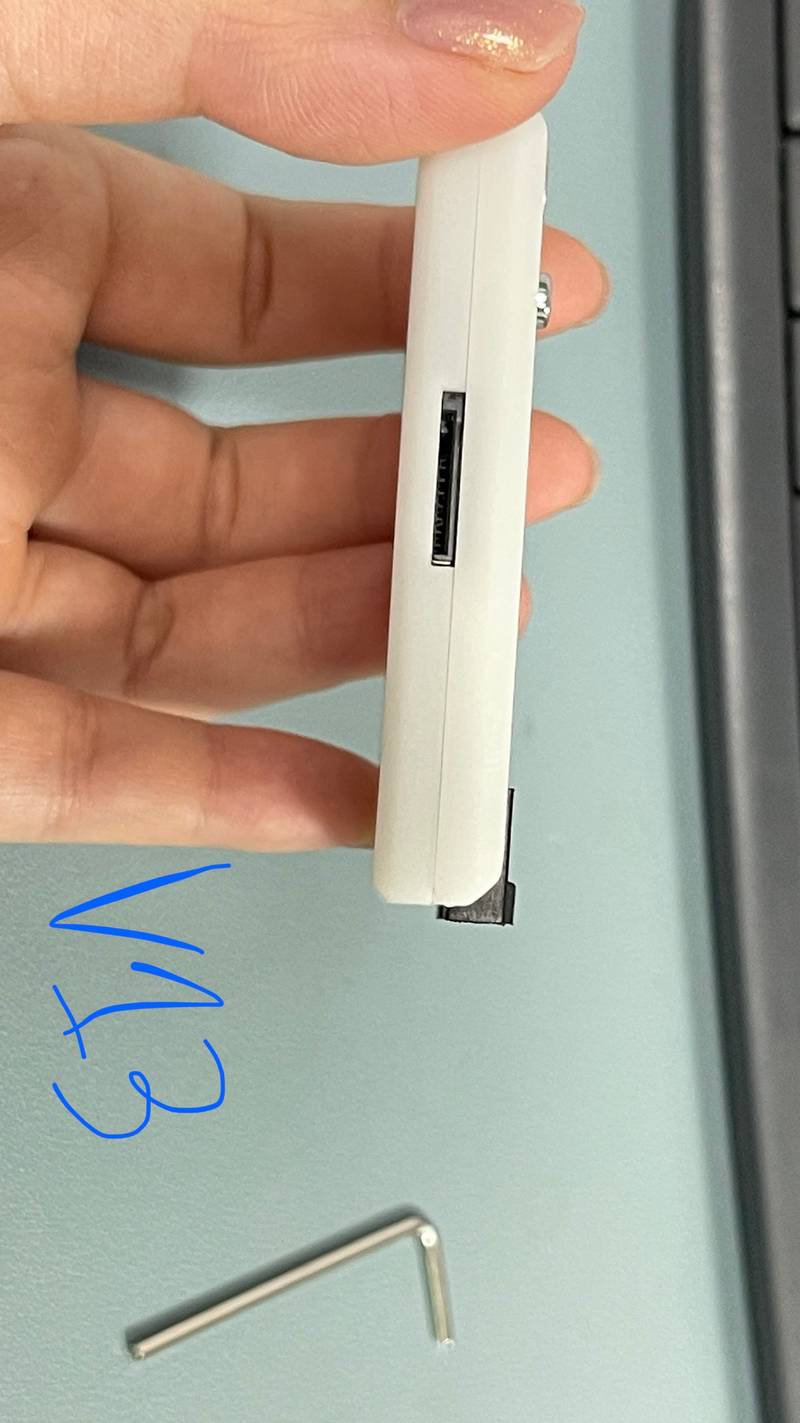
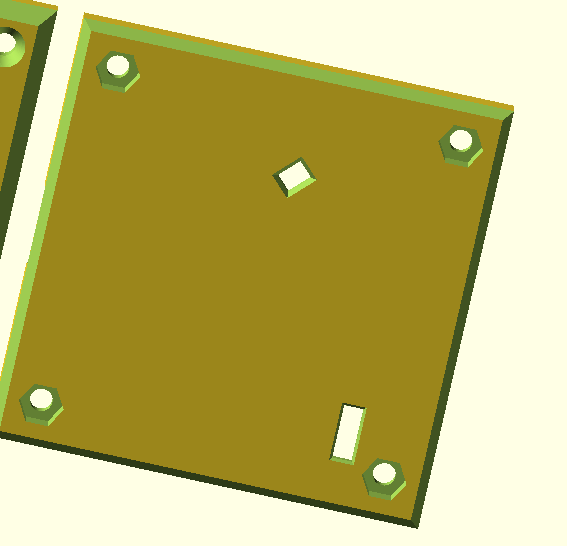
Since I removed the SD card there’s a “bonus” hole in the case. I made a little plug and had it 3d printed in TPU as well as standard SLA material. The SLA one is ok, we’re waiting to see if the TPU version fits the aesthetic a bit better.
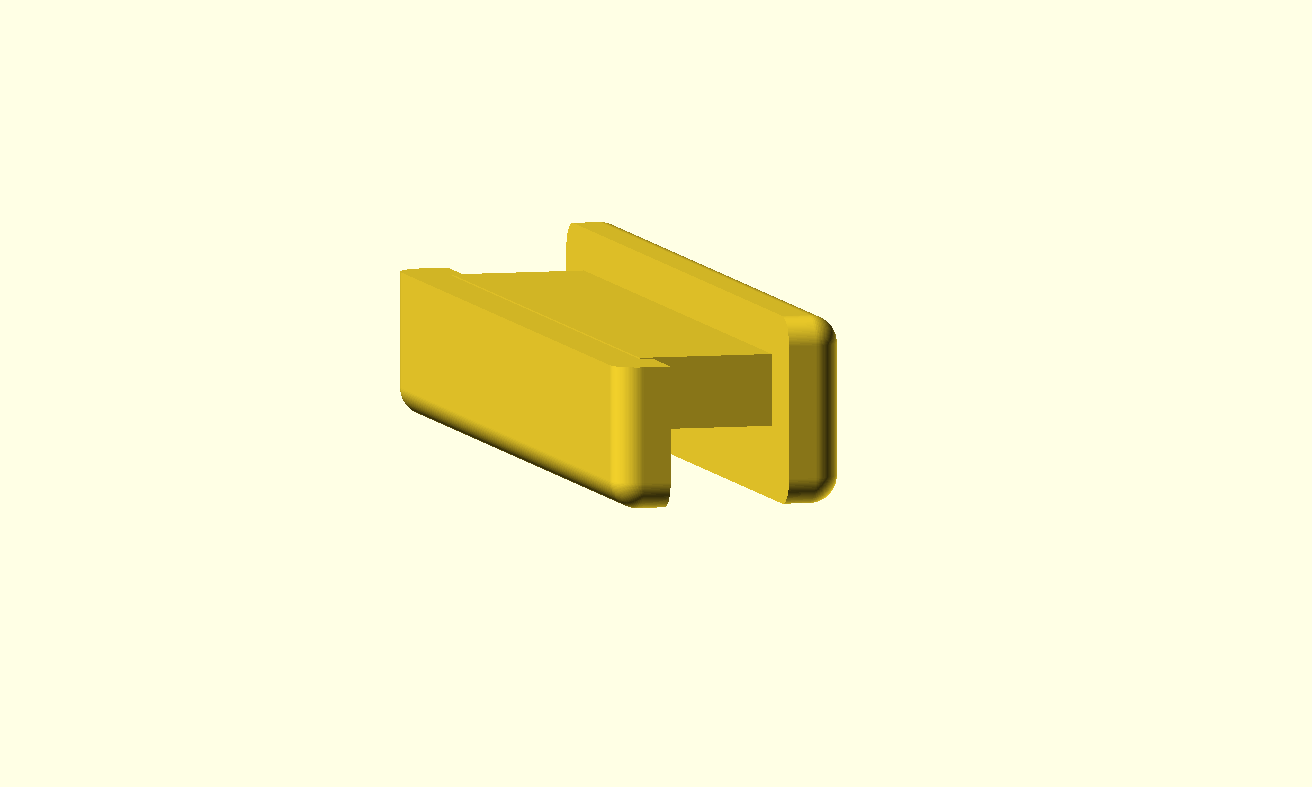
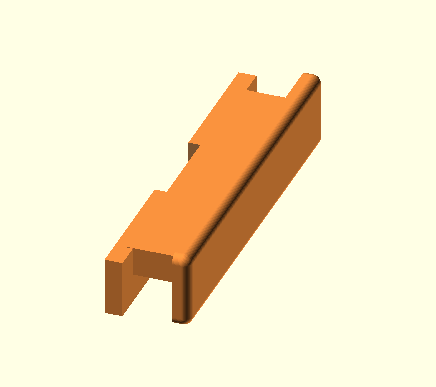
Clear back in September (!), when the Bus Pirate enclosure tooling started, there was a flash card slot. Recently we swapped it for a NAND flash for speed. However, now we have a unused slot in several thousand enclosures. This plug, made in OpenSCAD, fills the hole.
Eventually we will ask the factory to modify the tooling, but they were so delayed we dared not ask anything at this point.
At 0.8mm thick it’s not too awkward, and the print quality is fantastic. I like the “truth window” w/o the plug, but wanted to make sure it could be sealed.
We looked for existing parts we could use, like silicone flash card dust covers. Nothing really fit well.
Got a quote to make a custom tooling + silicone plug with 2 week lead time. That’s fast compared to the case, but it would be cheaper to start the case tooling over again.
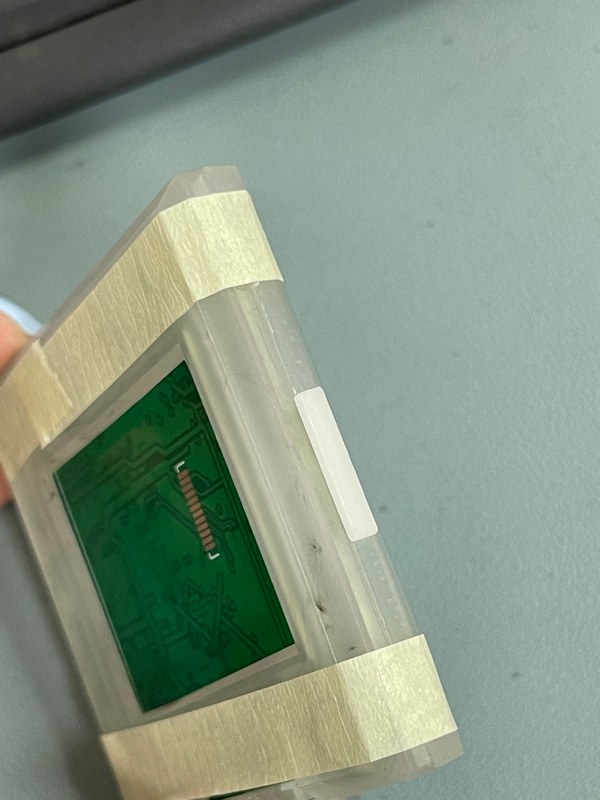
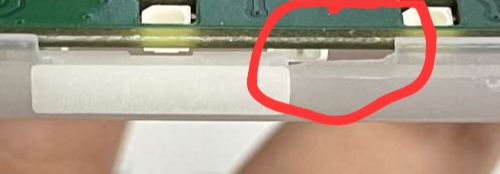
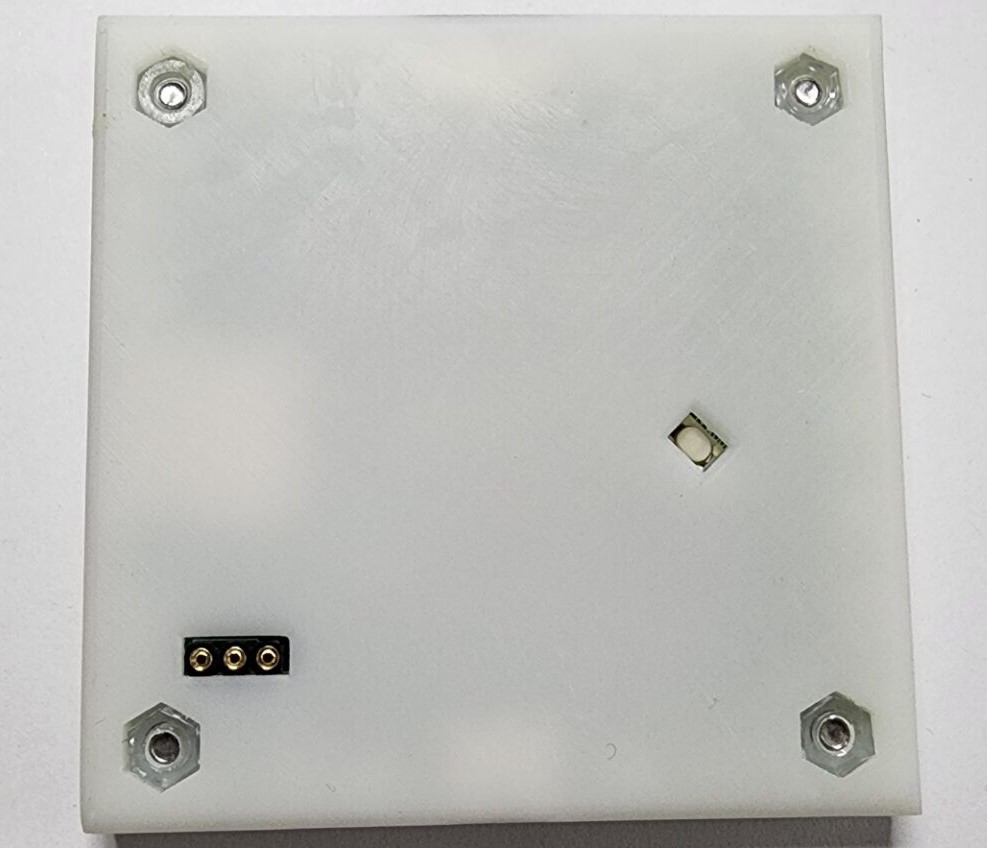
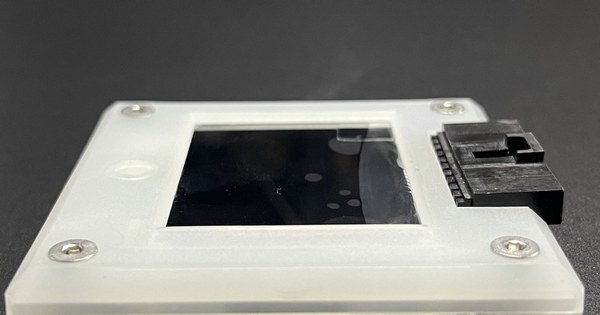
So, I received the final case myself and, man, what a disappointment. You can see in the photo above that there’s a strip of the rim missing. Under the “plug” there’s even more missing. Also the tabs at the front that hold the 9p connector are too short. None of this was present in the sample molds. All of the several thousand final cases have the same issue.
The factory, which skipped the production test batch, blamed it on production scaling problems… Were still waiting to see how that shakes out, but it seems they want us to pay for a second batch in PC at much higher quantities than our agreement. Keyboard.io territory.
Our latest strategy is to use vendors off douyin. @Jin is on the phone with a nice uncle now who is explaining how exactly we were “ripped off by a middle man”.
Bottom line is the cases can probably be used, but only with the caveat that it’s “rev 0” beta. It looks ok thanks to the plug, but weve put so much care into every other detail that it’s really disappointing to have this half-baked case after so much delay.
Talking to the injection molding expert was the right move. He looked at the case and knew exactly what was up.
The mold wasn’t cleaned and a stuck piece of plastic in three places caused this issue for the whole run. He said that in his factory they clean the mold after every 5 pieces, but our manuf. clearly didn’t clean it once. He called our cases “rejects” and said it should be a simple no-brainer to do them again, and then had some choice words about the kind of factory that wouldn’t just do that.
Most importantly, we learned the technical terms in Mandarin. Armed with that we talked to our factory again. They again asked if we couldn’t just “help them out” by taking them as is. (Help out why? it’s two months late, and they raised the price twice after the tooling was done… There’s no relationship here.) Then they wanted to change the material and charge us more. The expert confirmed, as I had always understood, that molds are made for the material and you can’t just switch. We shut that idea down.
We used the big words we learned from the expert. They protested, but eventually they agreed to do another run. Hopefully this weekend or early next week.
We’re still digesting exactly what game is being played. I’d suspect a middle man or employee that was doing back door night jobs, but all the documentation checks out - he seems to be a part owner of the factory with his brother.
It’s all so strange, we feel like we’ve been through a thing…
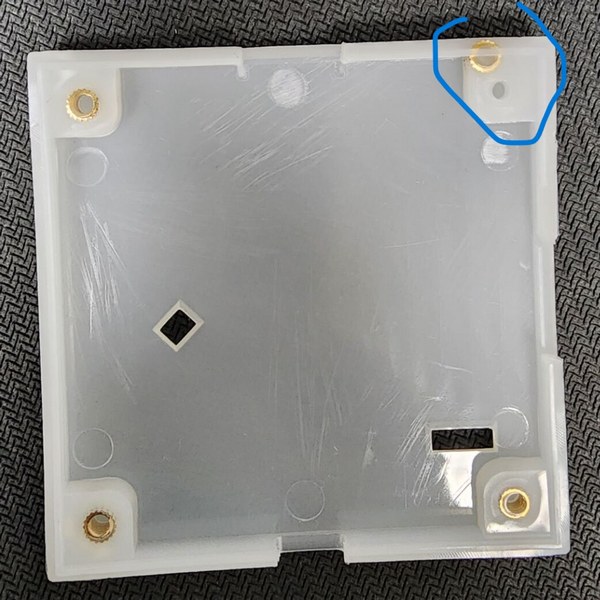
While we’re waiting for the re-made Bus Pirate cases, we found another factory for the next revision. I think for our scale it makes sense to remove the insert nuts. The nuts are hand placed so it’s labor intensive and tricky to schedule production.
Instead, I added a cavity to the bottom of the case for a standard nut. We thought it might be more painful to assemble, but we preferred it to fumbling with the gunked-up insert nuts.
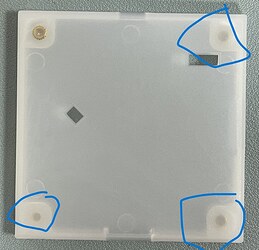
First day’s case (re-)production arrived and it looks much better than the last batch.
The base is flat. The insert nuts are clean. The aux header retaining pegs aren’t missing, and the lip isn’t deformed. They really slowed down and did proper quality control.
Manufacturing a run of several thousand cases takes about four days, but we have enough to get started.
Minor irk: the case is designed for common 8mm DIN7991 bolts. Factory procrastinated doing nuts till the last minute so we never got to test. 8mm bolts don’t sit flush because there’s too much flash/too little clearance.
We sourced 7mm bolts, which work perfectly, but that’s not a standard size. I hate nonstandard parts, and it would have been so easy to fix early on.
No insert nuts in rev2, I don’t think it’s the right option for our scale of production.
This is a new one! A few boxes of 7mm DIN7991 bolts didn’t sit flush on the Bus Pirate case because the head is too tall. Some boxes have ~0.15mm extra height.
The factory said they’re probably in spec, but we sent a photo and they replaced them without further comment.
I absolutely can’t believe it, but we had to order another production of the case.
Check this out:
Left side is the new production. The inside is smooth and free of tooling marks
Right side is the old production. The tooling marks are obvious, there’s no surface finish at all.
We didn’t think it was worth the extra fees to do an internal surface finish, so the right is basically what we expected. At what point did it get that treatment?
The injection molding people delayed us for months, tried to push rejects on us, raised the price three times (each because they “forgot” about the nuts)…
Now we order a second production. They start without delay, or even advanced payment. The overall quality is better, the sample check found no rejects. And this mysterious interior surface treatment? I just don’t get it.
So this keeps getting weirder and weirder… We wrote the factory to compliment them on how good this batch of cases turned out, and they… acted really strange.
First, our rep. ignored our call twice. Then, they called us back on WeChat and pretended it was a bad connection. They said they’d call us back on the actual phone, but never did.
A couple hours later we get a message. The case is made of PP, the stuff used in bottle caps. It’s ubiquitous, it’s not discontinued. Also, what, you changed the material without telling us? Now we probably need to do CE testing again.
This whole thing is ridiculous. We HAVE a sample case made in PC. It is significantly more dense. Weighing in at 10 grams without the sink nuts. Probably ~12 with. Compare to batch one case above at 8 grams.
Here’s the second batch case. That is absolutely NOT PC.
They managed to turn us from a pleased customer with a compliment into crazed conspiracy theorists in 24 hours. What on earth is going on?